丝杠机滚丝机-揭阳滚丝机-4轴滚丝机

所在地:河北省
联系人:王经理
价格:面议
品牌:小巨人智造,小巨人机床,小巨人滚丝机,小巨人,邢台小巨人
发布时间:2021-11-11
【产品详情】丝杠机滚丝机-揭阳滚丝机-4轴滚丝机
查看该公司全部产品>>
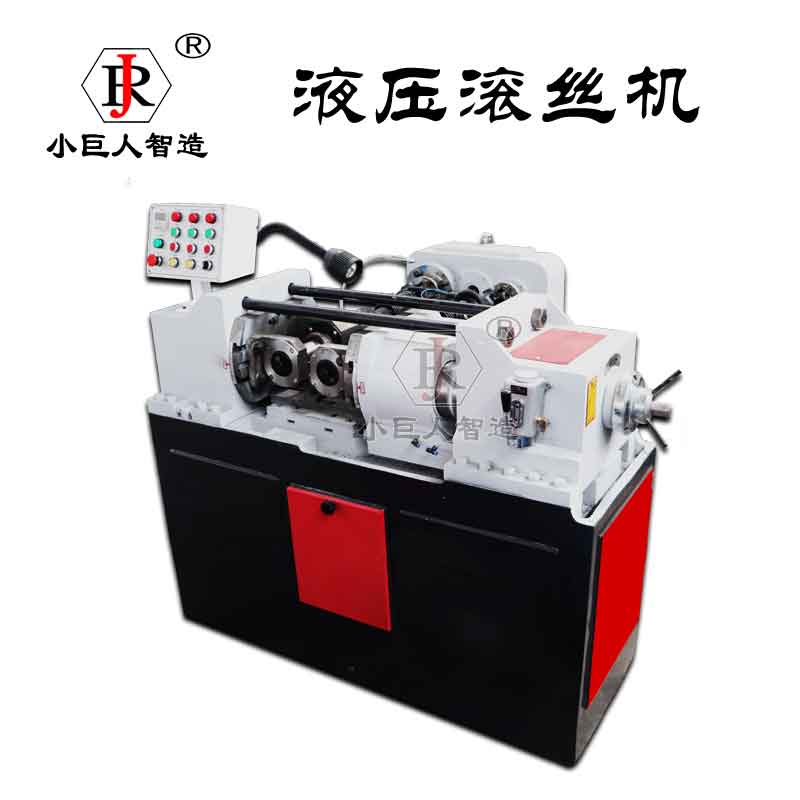
丝杠机滚丝机-揭阳滚丝机-4轴滚丝机
邢台市小巨人智能科技有限公司汇集众多人才,组建高素质人才队伍,于2015-11-09创立,现坐落在邢湾镇西黄庄村。公司主营滚丝机,成熟、精巧的工艺,、严格的管理制度,为滚丝机的制造增添一份有力保障。凭借的管理体系、雄厚的技术力量以及成熟生产设备,小巨人机床的产品深受紧固件加工厂的信赖,用户反馈良好。

丝杠机滚丝机-揭阳滚丝机-4轴滚丝机。
1、滚不出丝或乱丝
滚压头旋转方向不正确;滚压头规格与钢筋不一致;
定位套顺序不正确;滚压头顺序安装是否正确;
滚丝轮,定位套损坏;
2、不启动
空开,倒顺总停于闭合;电源缺相;
热保护器起保护作用、保险烧坏;
接线脱落,变压器已烧坏。
控制线路触点是否损坏或接触不良。
检查停止启动按钮、有无掉线松动;按钮的触点是否良好;
检查设备前面的限位触点是否良好,触点、线、保险是否损坏(变压器进、出的保险
3、无反车(反转)
前行程开关已坏(大约7000次);延时继电器不动作;压块压行程开关距离不够,压块压不到位或损坏卡阻;接线脱落;触点是否接触不良或损坏;检查前面的限位触点是否不到位,闭点是否断开,开点是否闭合和时间继电器开点是否闭合;检验机器后面的限位,闭点是否断开,查线路的点,线是否松动、接触不良、损坏、断线等;
4、车顺丝:开机逆时针剥皮,滚丝,顺时针退丝
5、换滚丝轮内垫片的顺序:顺时针,厚中薄,外垫片薄中厚;
6、微调尺寸:松滚丝轮头后面六个内角螺丝(或三个外六角螺丝)后,用活动扳手微调尺寸
7、调丝的长短:调节双行程开关上的挡块距离
8、调拨皮的长短:调节安装退刀轴上的四方座
9、车反丝
(1)滚丝轮内的垫片顺序安装反了
(2)纽扣开关拨向上
(3)开机逆时针剥皮,按按纽开关上后退按纽顺时针滚丝,后逆时针退丝操作问题解决
滚丝机是一种多功能冷挤压成形机床,滚丝机能在其滚压力范围内在冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。具有操作简单、节能、功效高等优点。可配自动上料机实现一体自动生产。
工作原理
1、在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。
2、滚轧轮的结构尺寸、形位公差及技术要求参照滚丝轮及圆柱测量齿轮制订,滚轧轮的公法线长度或跨棒距M按齿轮工中花键资料计算,所需材料可选用Cr12MoV(硬度59~62HRC)。
3、滚压工具专用性较强,适用于滚压工件材料硬度,不高于HRC25在HRC20以下,延伸率应大于15%,抗拉强度应小于60kgf/mm2的各种碳素钢、合金钢和有色金属,随着材质硬度的提高,滚压工具的寿命急剧下降。
注意事项:
1、操作本机床严禁戴手套,尤其加工长丝杆时,工件更应加装保护装置。
2、非工作人员、非成年人应远离机床,各传动部位工作时,不要随意抚摸和调整,以 防发生安全事故。
3、本机电器部分应良好接地。
4、本机工作完毕后,应切断总电源。
丝杠机滚丝机-揭阳滚丝机-4轴滚丝机。
全自动液压直螺纹滚丝机操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
4.滚轧反丝时,先将滚轧头中的滚丝轮任意两个互换位置;再将行程开关压块前后互换位置,并保证行程不变。
5.滚轧反丝时,按下正转起动按钮,转动进给手柄向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,停止进给,此时按下停止按钮停车后,按下反转按钮,滚轧头反向旋转,操纵手柄继续进给,即可滚轧反扣螺纹,当滚丝轮与钢筋接触时,要用力,并使主轴转一周,轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车。按下正转起动按钮,即可实现自动退刀。
重磨与更换
1.剥肋刀切削数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈安装正确,否则不能正常工作。
滚丝机的出现,给一些行业带来的效果仍是不错的,在螺丝,虽然说使用范围广,但是在操作方面仍是要注意的,下面看看是如何操作的。
1、料架、料槽应设备平直,对准导向筒、调直筒和下切刀孔的中心线。
2、用手滚动飞轮,检查传动组织和作业设备,调整空隙,紧固螺栓,确认正常后,发动空工作,检查轴承应无异响,齿轮啮合,待工作正常后,方可作业。
3、按调直钢筋的直径,选用适当的调直块及传动速度。经调试合格,方可送料。
4、在调直块未固定、防护罩未盖好前不得送料。作业中禁止翻开各部防护罩及调整空隙。
5、当钢筋送入后,手与曳轮有必要保持间隔,不得接近。
6、送料前应将不直的料头切去,导向筒前应装一根1m长的钢管,钢筋有必要先穿过钢管再送入调直前端的导孔内。
7、作业后,应松开调直筒的调直块并回到本来方位,一起预压弹簧有必要回位。
8、钢筋加工机械以电动机、液压为动力,以卷扬机为辅机者,应按有关规定执行。
9、机械的设备有必要坚实稳固,保持水平方位。固定式机械应有可靠的基础,移动式机械作业时应楔紧行走轮。
10、室外作业应设置机棚,机旁应有堆放质料、半制品的场地。
11、加工较长的钢筋时,应有专人帮扶,并听从操作人员指挥,不得恣意推拉。
12、作业后,应堆放好制品。清理场地,堵截电源,锁好电闸箱。
滚丝机的优点:
1、滚压模具寿命很长;
2、对毛坯尺寸精度要求较高;
3、表面粗糙度小于车削、铣削和磨削;
4、加工出来的产品笔直度、同心度很好,精度也较高;
5、滚压后的螺纹表面因冷作硬化而能进步强度和硬度;
6、对滚压模具的精度和硬度要求也高,制作模具比较困难;
7、材料利用率高;生产率比切削加工成倍增长,且易于完成自动化;
8、滚牙加工归于塑性变形,区别于自动车床等切削加工,没有铁屑。
小巨人机床是一家具有实力的滚丝机生产企业,一直把满足客户要求作为企业经营的核心,严把质量关口,努力提率是我们的目标。我司坚持不懈,努力为紧固件加工厂提供适应市场需求的滚丝机。“创新产品种类,严格质量控制”,公司遵循着这样的原则,持续为客户提供有口碑的滚丝机。
您的满意是我们的追求,诚信经营是打开市场的钥匙。近年邢台市小巨人智能科技有限公司在机床行业风生水起,为紧固件加工厂解决购买滚丝机遇到的问题,获得良好的评价,是一家值得您信赖的个体经营。小巨人机床在业内已占有一席之地,公司竭诚欢迎广大的客户莅临公司参观、指导。地址:邢湾镇西黄庄村
倘若您对我们的丝杠机滚丝机,4轴滚丝机,揭阳滚丝机,滚丝机信息还心存疑虑,欢迎致电联系了解详情
温馨提示: 以上是关于丝杠机滚丝机-揭阳滚丝机-4轴滚丝机的详细介绍, 产品由邢台市小巨人智能科技有限公司为您提供,如果您对邢台市小巨人智能科技有限公司产品信息感兴趣可以联系供应商 或者让供应商 邢台市小巨人智能科技有限公司 主动联系您,您也可以查看更多与 �相关的产品!
- 丝杠机滚丝机-揭阳滚丝机-4轴滚丝机 相关产品信息:
- 风机公司 徐州气动打包机公司 不锈钢板风管 板风管厂家 刀片磨机 激光切割厂 厦门镭射切割 日本进樱SHIN-ON主轴 手持式双频涡流探伤仪 镀锌钢板风管厂家 报警开关 短路开关 厦门能量回收屋顶式机组 武威智能防雷系统 海南喷砂机租赁 角码 消声静压箱 卧式电动机 车载台 宁夏车载台
- 丝杠机滚丝机-揭阳滚丝机-4轴滚丝机 相关热搜产品信息:
- 示波器 触摸屏 九洲普惠风机 环保设备 锅炉 液压机护套 甘肃炉具 小型轻便扒谷机 风管安装 甘肃厨房设备 吸尘设备 无铅烙铁头 水箱消毒器 通风机 淘金船 淘金设备 选铁船 频谱分析仪 拉杆圆形护套 仪表
本行业精品推荐







最新资讯

该公司其它产品

同类产品推荐
- 风机公司_海口超实用的海南风机推荐
- 长春板风管厂家_在哪能买到物超所值的不锈
- 激光切割厂-哪里能买到物超所值的镭射切割
- dbf柜式离心风机箱|柜式离心风机的价格
- 海南广羽电缆桥架批发|高质海南桥架
- 咸阳徕卡转接头|西安可信赖的徕卡转接头厂
- 黑河镀锌钢板通风管道_怎么买具有口碑的镀
- 灭火装置供应-哪里有供应品质好的灭火装置
- 真空断路器_温州口碑好的CQAS2报警开
- 三亚热镀锌线管公司-三亚宏程钢管海南热镀
- 海南出售铝合金桥架-海口口碑好的海南桥架
- 德庆石材专用电动机-通达电机SG切割电动
- 配电箱厂家|浙江高性价CQB2LE-40
- 广东废气净化设备厂商-报价合理的废气净化
- 新疆精密空调供应商-精密空调报价
- 辽源角码-沈阳实用的角码-认准沈阳建侨机
- 食品蒸汽机厂家_焱邦能源供应优良的食品蒸
- 本溪静压箱-物超所值的静压箱到哪买
- 桥架厂家_海南桥架认准三亚宏程钢管
- 厂家的徕卡全站仪|供应西安实用的徕卡TS
- 广东卧式电动机供应厂家-质量可靠的YX3
- 风口材料-海南哪里有供应优惠的海南百叶风

- 丝杠机滚丝机-揭阳滚丝机-4轴滚丝机相关区域产品:
- 丝杠机滚丝机-揭阳滚丝机-4轴滚丝机相关区域厂家:
友情链接
字典网致力打造中国知名b2b电子商务网,商贸网,商务服务,产品批发等商务服务信息。敬请关注B2B行业电子商务平台-字典网。
E-mail: likaihong@258jituan.com
联系电话: 15659261995
商务合作QQ:
 2118186027
网站信息处理客服QQ: 2810881989
2118186027
网站信息处理客服QQ: 2810881989
CopyRight © 版权所有: youqiye.com 备案号: 关于我们
