钣金冲压件去毛刺设备-冲压件去毛刺机厂家-冲压件除毛刺厂家

所在地:广东省广州市
联系人:贺总
价格:面议
品牌:亿格,,,,
发布时间:2023-01-21
【产品详情】钣金冲压件去毛刺设备-冲压件去毛刺机厂家-冲压件除毛刺厂家
查看该公司全部产品>>
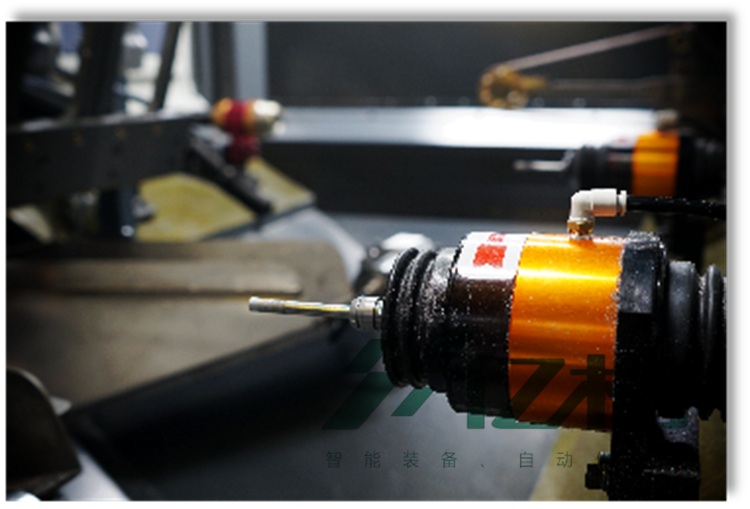
钣金冲压件去毛刺设备-冲压件去毛刺机厂家-冲压件除毛刺厂家
广州亿格智能有限公司本着可靠执着,精益求精的精神,践行“质量是企业信誉的基石”的指导方针。从产品品质着手生产制造钣金件去毛刺设备,以客户的需求为生产的源动力,钣金件去毛刺设备有着良好的用户评价。坚持以“质量取胜”的生产原则,力求为想购买钣金件去毛刺设备的客户群众提供满意、放心的产品。
钣金冲压件去毛刺设备-冲压件去毛刺机厂家-冲压件除毛刺厂家。 广东亿达智能装备有限公司自2020-01-10成立以来,专注于为全体提供好的钣金件去毛刺设备。公司及时跟进潮流动态,立足新起点,开创新局面。拥有成熟的生产加工设备以及可靠的包装生产流水线,新产品开发周期短、能力强,精度高,制造工艺成熟。欢迎广大全体前来合作。
精密冲压件导致毛刺的原因有哪些?
在精密冲压件加工过程中,有时候会发现五金冲压件有一些规格水准不一样的毛刺,对产品质量有的伤害。那么精密冲压件导致毛刺的原因是什么呢?
精密冲压件-
一、创口钝。
伤口毁坏变钝或啃伤均能导致毛刺。伤害伤口变钝的因素有:
1、模具凸、凹模的原材料及其金属表层 解决状况较差,耐磨性差;
2、冲模结构较差,弯曲刚度差,造成 啃伤;
3、操作过程时不马上润滑,毁坏快;
4、没有马上磨锋刃口。
二、间隙。
冲裁间隙过大、过小或不均匀均可导致毛刺。伤害间隙过大、过小或不均匀的有下列因素:
1、模具制造误差,冲模零件加工不符合施工图纸、底板平整度不大好等;
2、模具安裝误差,主导性一部分间隙大、凸凹模安裝不一样心等;
3、冲压机床精度差,如冲压机床导轨间隙过大,直线滑轨底部与工作台表面的平整度不大好,或是直线滑轨日程安排与冲压机床厨房台面的平面度不大好,工作台弯曲刚度差,在冲裁时导致挠度值,均能导致间隙的变化;
4、安装误差,如冲模上下底板表面在安装时未擦干净或对大中小型冲模上模的扭紧方法不当,冲模上下模安裝不一样心(尤其是无卡簧模)而导致工作上一部分倾斜;
5、冲模结构不合理,冲模及工作上一部分弯曲应变不够,冲裁力不平衡等;
6、碳钢板的瓢曲度大,碳钢板凹凸不平。
三、冲裁状况不当
如毛坯(包括中间制件)与模座或凹模碰触不大好,在定位高宽比不当的包边条自动冲孔机时,也会由于制件高度低于定位高宽比,在冲裁整个过程中制件模样与伤口模样不贴服而导致毛刺。
四、制件的使用性能差
模样复杂有突起或凹入的倾斜角均易因毁坏过快而导致毛刺。
五、原料不符制作工艺规定
原料厚薄情况严重误差或用错料(如钢材型号不对)导致相对间隙不合理而使制件导致毛刺。
以上内容就是相关精密冲压件导致毛刺的原因,确信大家早就有的把握。精密冲压件毛刺一般是在板才冲裁中导致的,一般来讲是无法避免的。
钣金冲压件去毛刺设备-冲压件去毛刺机厂家-冲压件除毛刺厂家。
如今市场上提供各种针对不同特定需求的去毛刺设备,当您在为贵公司选择合适的设备时,我们建议您考虑以下两个标准:
1. 需要去毛刺加工的钣金件数量
您需要加工的零件数量越多,使用去毛刺机进行加工的价值便越大。在大批量加工时,考虑到节省时间和成本尤为重要。这两个因素对公司的盈利起着至关重要的作用。根据经验,一名工人操作一台现代化钣金去毛刺机进行加工的工作效率至少是工人传统手工加工的四倍。如果手动去除毛刺每年的花费为2000小时,那么去毛刺机仅需要不到500小时,这是钣金加工者考量是否投资购买去毛刺机的一条标准。除了减少人工间接费用以外,其他几个方面也对投资计算产生积极的影响:其一,由于去毛刺机消除了手工工具造成的伤害风险,职业安全性显著提高。其二,由于机器将所有研磨粉尘集中回收,工作环境变得更加清洁。如果把人工的总成本和磨料的成本加总,再结合生产效率的提升量,您会惊讶地发现一台现代化钣金去毛刺机的运行成本有多低。
那些生产大批量且多样性钣金件和钢结构件的企业需要持续高精度且无毛刺的(包括成形的)零件。这些因素对于下游制造和满足客户需求至关重要。针对如此高要求,的解决方案便是投入一台自动钣金去毛刺机。此外,现代化的去毛刺机也可以通过启用或停用某个加工单元,或快速关闭磨料来快速适应加工任务的变化。在处理大批量的工件时,应使用一个能够在短时间内处理大量零件的模式,这种模式应当足够灵活,可以满足各种不同的工件边缘要求。
2. 需要去毛刺的板材类型
面对薄厚不同、大小不一的毛刺,需达到什么样的加工目是个关键问题。您在寻找合适的去毛刺机时,需要明确被加工零件的范围和边缘加工的要求。所选机型需涵盖主要零件范围,且能提供的加工质量,带来高度的工艺可靠性和低零件成本的优势。
效率高自动化技术钣金生产加工的2个获得成功要素
现如今,钣金制造商尽量能够 使他们的制作工艺融进的工作上,此外遵照甚至还要很大水准降低供应時间。应用出色的性是对这一挑战的一种回应。
当生产工艺流程出现难点时,运用快速的机器设备有什么现实意义呢?江苏胜驰公司为大家找到有益于钣金自动化技术获得成功的6大要素。
获得成功要素1:自动化技术料库物流仓储加速物流货运
一般,光纤线激光切割工作中生产线尽量每天调整其制作工艺以融进新的工作上。快速得到 板材的能力是一大的优势。
自动化技术料库只需按一下功能键就可以提供各式各样原材料。智能仓储系统将所需原材料马上运送至光纤线激光切割系统,接着将激光切割好的零件、废料和未运用的原材料分练后,再一次带到。将自动化仓库马上连接到机器设备可节省70%以上的時间。
获得成功要素2:去毛刺设备消除残余
绝大多数代理商已将去毛刺设备一体化到其生产工艺流程中,以答复对干净整洁镜面玻璃生产加工零件的规定。
此外,机器设备镜面玻璃生产加工已被确认是效率高金属板生产加工的一个关键方面。去除零件上的锐边可以降低员工受伤的危害性,并简单原材料的处理。
获得成功要素3:调直的弯折预期效果
许多激光切割生产加工生产线沒有目的到调平操作面板对提高金属板生产加工效率高的重要作用。
金属板生产制造得越大,纠正原材料缺陷的难易度就越大。这就是为什么刚开始校正原材料是一个重要优势。
在光纤线激光切割全过程中,未校正的一部分板才会涨缩并损坏激光切割头。此外,在钻削生产制造后钣金件钣金折弯金属板时,焊接应力会对弯折全过程的效率性导致负面影响。
一旦服务机器人一开始将操作面板送进数控剪板机,作业员在弯折全过程中无法再轻松地进行校正。因而,具有少焊接应力的平板金属复合材料零件便显示出其实用价值。水平调直有益于高度可靠的弯折!
五金冲压件造成毛刺的解决方案
射频连接器愈来愈小,其接线端子也愈来愈小。从而对大家冲压的规定也进一步提高,毛刺难题是大家务必要留意的:
一、伤口钝。刀口损坏变钝或啃伤均能造成毛刺。危害刀口变钝的要素有:
1、磨具凸、型腔的材料以及金属表面处理情况欠佳,耐磨性能差;
2、冲模构造欠佳,刚度差,导致啃伤;
3、实际操作时不立即润化,损坏快;
4、沒有立即磨锋刃口。
二、间隙。冲裁间隙过大、过小或不匀称均可造成毛刺。危害间隙过大、过小或不匀称的有以下要素:
1、模具加工偏差,冲模零件加工不符工程图纸、底版平面度不太好等;
2、磨具安装偏差,导向性一部分间隙大、凹凸模安装不一样心等;
3、冲压机精密度差,如冲压机滑轨间隙过大,导轨滑块底边与操作台表层的平面度不太好,或者导轨滑块行程安排与冲压机橱柜台面的平整度不太好,操作台刚度差,在冲裁时造成挠度值,均能造成间隙的转变;
三、冲压油特性不合格
食用油、机械润滑油、再造油等非专用型成品油不管从极压耐磨性能、耐腐蚀特性、制冷特性上均不可以做到冲压生产加工的应用规定,因此会导致产品工件起毛刺、机器设备锈蚀起黄泡、职工过敏等难题。专用型亿达渤润冲压油选用的硫化橡胶动物油和硫化橡胶油酸酯为关键防腐剂配置而成,可适合各种类型机器设备对铜铝、碳素钢不锈钢板、钛金属等材料开展冲压、剪压、拉深等加工工艺。
四、冲裁情况不善
如毛胚(包含正中间制件)与模座或型腔触碰不太好,在定位高度不善的压边冲孔机时,也会因为制件高宽比小于定位高度,在冲裁全过程中制件样子与刀口样子不贴服而造成毛刺。
精密冲压件造成毛刺的缘故有什么?
在精密冲压件生产过程中,有时会发觉五金冲压件有一些尺寸水平不一样的毛刺,对产品品质有的危害。那麼精密冲压件造成毛刺的原因是什么呢?
精密冲压件-
一、伤口钝。
刀口损坏变钝或啃伤均能造成毛刺。危害刀口变钝的要素有:
1、磨具凸、型腔的材料以及金属表面处理情况欠佳,耐磨性能差;
2、冲模构造欠佳,刚度差,导致啃伤;
3、实际操作时不立即润化,损坏快;
4、沒有立即磨锋刃口。
二、间隙。
冲裁间隙过大、过小或不匀称均可造成毛刺。危害间隙过大、过小或不匀称的有以下要素:
1、模具加工偏差,冲模零件加工不符工程图纸、底版平面度不太好等;
2、磨具安装偏差,导向性一部分间隙大、凹凸模安装不一样心等;
3、冲压机精密度差,如冲压机滑轨间隙过大,导轨滑块底边与操作台表层的平面度不太好,或者导轨滑块行程安排与冲压机橱柜台面的平整度不太好,操作台刚度差,在冲裁时造成挠度值,均能造成间隙的转变;
4、安裝偏差,如冲模左右底版表层在安裝时未擦干净或对大中型冲模下模的拧紧方式不善,冲模左右模安裝不一样心(尤其是无定位销模)而造成工作中一部分歪斜;
5、冲模构造不科学,冲模及工作中一部分弯曲刚度不足,冲裁力不平衡等;
6、厚钢板的瓢曲度大,厚钢板高低不平。
三、冲裁情况不善
如毛胚(包含正中间制件)与模座或型腔触碰不太好,在定位高度不善的压边冲孔机时,也会因为制件高宽比小于定位高度,在冲裁全过程中制件样子与刀口样子不贴服而造成毛刺。
四、制件的工艺性能差
样子繁杂有凸起或凹入的斜角均易因损坏过快而造成毛刺。
五、原材料不符合加工工艺要求
原材料薄厚比较严重偏差或用错料(如钢材型号不对)造成相对性间隙不科学而使制件造成毛刺。
以上内容便是有关精密冲压件造成毛刺的缘故,坚信大伙儿早已有的掌握。精密冲压件毛刺一般 是在板材冲裁中造成的,一般来讲是难以防止的。
广州亿格智能有限公司供应的钣金件去毛刺设备已实现批发销售规模化。钣金件去毛刺设备在国内多个工程项目中出现了它的身影,在全国等地区收获一致好评。公司的销售网络覆盖多个省市地区证明了产品能够适应国内的工业机器人市场。凭借产品本身的质量优势,和免费产品信息咨询的售后服务赢得了广大客户对产品的认可。
如果您对我们的冲压件去毛刺机厂家,冲压件除毛刺厂家,钣金冲压件去毛刺设备,钣金件去毛刺设备感兴趣,可随时拨打联系热线详细了解
温馨提示: 以上是关于钣金冲压件去毛刺设备-冲压件去毛刺机厂家-冲压件除毛刺厂家的详细介绍, 产品由广州亿格智能装备有限公司为您提供,如果您对广州亿格智能装备有限公司产品信息感兴趣可以联系供应商 或者让供应商 广州亿格智能装备有限公司 主动联系您,您也可以查看更多与 �相关的产品!
- 钣金冲压件去毛刺设备-冲压件去毛刺机厂家-冲压件除毛刺厂家 相关产品信息:
- 车载台 二氧化碳灭火器年检 切石机 海南桥架 辅助开关 兰州电源防雷箱 厦门经纬仪 厦门接地电阻测试仪 柜式排烟离心风机箱 宝鸡电磁感应加热价格 海口海消消防价格便宜 油烟净化设备厂家 沈阳维修灭火器 喷漆房除尘设备 电锅炉采暖工程 厦门测绘仪器 直流屏模块ZLY240D10Z-2 直流屏模ZLY240D10Z-2 营口led硬灯条 电子平台秤厂
- 钣金冲压件去毛刺设备-冲压件去毛刺机厂家-冲压件除毛刺厂家 相关热搜产品信息:
- 选铁设备 示波器 频谱分析仪 电源 回转自助传送设备 河北粮食机械厂家 青海厨房台架 回转火锅设备 机械配件 搪瓷钢板水箱 锅炉 机器人烙铁头 刷辊 毛刷滚 挖沙船 九洲普惠风机 挖泥船 玻璃钢离心风机 吸尘设备 PLC
本行业精品推荐









最新资讯

该公司其它产品

同类产品推荐
- 海口全站仪哪家好-海口海南全站仪
- 真空炉体阀门厂家-恒誉真空真空炉体阀门报
- 海南代理铝合金桥架-优良的海南桥架要在哪
- 临夏超细干粉自动灭火装置-甘肃国安达出售
- 桥架厂家-海南电缆桥架价格
- 变压器周径尺代理_沈阳好的变压器专用周径
- 甘南智能防雷系统-怎样才能买到口碑好的兰
- 工业镀膜设备厂家-规模大的中频磁控濺射镀
- 单行玉米收割机订做-有品质的收割机哪里有
- YP石材磨边电动机批发-广东专业的YP石
- 白银自动跟踪灭火装置-自动灭火装置格
- 海口镀锌线管配件厂家推荐-海南镀锌线管配
- YE3系列三相异步电动机供应商-大量供应
- 0-10V调光模块-买优良的智能照明,就
- 大庆油位表厂家-沈阳市国变压器配件公司_
- 油烟净化设备厂家_大量供应新品油烟净化设
- 锦州灭火器年检-沈阳山久消防的干粉灭火器
- 莆田喷漆除尘厂家-泉州哪里有卖有品质的喷
- 鞍山电锅炉|沈阳哪里有卖价格优惠的电锅炉
- 精密派尺价位-高质量的卷尺式π尺(派卷尺
- 海南批发电缆桥架-海南电缆桥架供应商哪家
- 液体包装机供应商-浙江好用的酱液包装机供

- 钣金冲压件去毛刺设备-冲压件去毛刺机厂家-冲压件除毛刺厂家相关区域产品:
- 钣金冲压件去毛刺设备-冲压件去毛刺机厂家-冲压件除毛刺厂家相关区域厂家:
友情链接
字典网致力打造中国知名b2b电子商务网,商贸网,商务服务,产品批发等商务服务信息。敬请关注B2B行业电子商务平台-字典网。
E-mail: likaihong@258jituan.com
联系电话: 15659261995
商务合作QQ:
 2118186027
网站信息处理客服QQ: 2810881989
2118186027
网站信息处理客服QQ: 2810881989
CopyRight © 版权所有: youqiye.com 备案号: 关于我们
